袋の豆知識 / ヒートシーラーについて
袋の開け口を溶着シールする機械のことをヒートシーラー、熱シーラー、シーラーといいます。
対応フィルム厚や加熱する面など、機械によって性能が異なるので特徴をよく見て選ぶことが大切です。
このページでは、ヒートシーラーの特徴や選び方についてご案内します。

ヒートシール(熱シール)とは
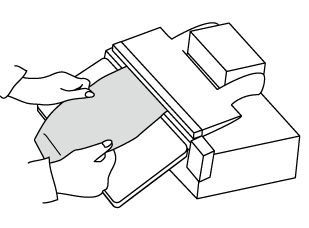
ヒートシールとは、袋の口のフィルムを熱や圧力で溶かし、接着する方法です。
食品を長期保存する際などに利用され、熱シールとも呼ばれています。
弊社で販売している袋は複合フィルムといって、様々な材質を重ね合わせたフィルムを使用しているものがほとんどです。
袋の内側の材質を熱に弱い材質にしていますので、ヒートシーラーで袋の口を溶着して留めることができます。(袋の材質については、こちらをご覧ください)
適切なシールを行うと、袋の中が密封状態になります。反対に、適切なシールができていないと溶着しきれずに小さな穴が開いている状態になり、密封ができません。
コーヒー豆を商品として販売するのであれば、密封されていることは必要不可欠です。
また、シーラーの圧力や熱量・熱をかける時間が適切でないと、シール自体ができないこともあります。
ヒートシーラーを使用する際は、袋の材質・厚みに合わせて適切なものをお選びください。
袋の厚さとシーラーの関係
通常、薄い単層フィルムの厚さは約数μ(ミクロン)程度で簡易型のシーラーでも封ができます。
※例)一般的なレジ袋の厚みは0.015~0.02μ程度
しかし弊社で扱っている、クラフトを貼り合わせたアルミ(アルミ蒸着)の袋だと、単層フィルムより厚さが出るのでフィルムの厚みは約120~140μ(ミクロン)ほどとなります。
袋の口をシールする際、フィルムの重なる部分は平袋の場合は2層・ガゼット袋の場合はマチ部分も含めると4層になり、フィルムの重なる層が多いほど、強力なシール圧と加熱が必要になります
1μ(ミクロン)は1000分の1mmなので、平袋であれば厚さ0.2~0.3mm、ガゼット袋であれば厚さ0.5mm程度に対応できるシーラーをお使いください。
※この例は、あくまでも材質がクラフトを貼り合わせたアルミ(アルミ蒸着)袋の場合です。ご使用になられる袋のトータルの厚みでご判断ください。
適切なシール方法
シールをする際は、使用する袋の《 形状と厚み 》に対応したシーラーをお選びください。
エージレス封入時や逆止弁機能付き袋(アロマキープバルブ・ボタン型バルブなど)の使用時は、袋の口を隙間なく完全に閉じる必要があります。
溶着しきれずに小さな空気孔(ピンホール)ができてしまう場合は、シールをする時の向き・時間を調節してください。
熱をかけた後は少し時間を置き熱を冷ますと、より定着しやすくきれいにシールできます。
シーラーと袋の相性については、下記をご参照ください。
背貼りがない平袋・スタンド袋
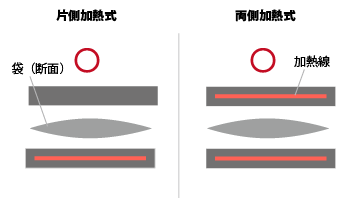
片側加熱式のシーラーでシール可能です。最も確実に熱シールができる形です。
背貼りがある平袋
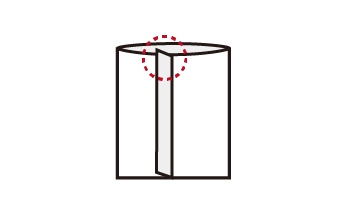
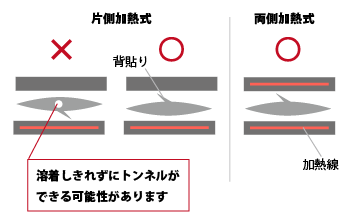
背貼り部分の重なりが最大4層になりますので、ピンホールができやすくなります。 片側加熱式のシーラーでシールする場合は、加熱(ヒーター)線を背貼りのない方に向けてください。
ガゼット袋
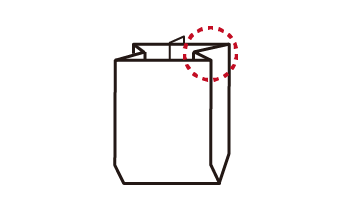
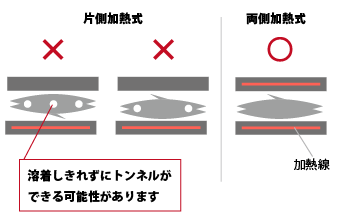
マチ部分の折り込みが最大4層になり、ピンホールができやすくなります。 粘着性の良い包材を選び、両側加熱式のシーラーを使用してください。
その他形状
熱をあてる部分に折りこみがあったり、多層になっている場合は、両側加熱式のシーラーを使用するのが無難です。
冷却工程のひと手間が大事
フィルムを溶着するには、溶着部分をシールバーで強い圧力をかけて押さえ込んだ上に《 加熱 → 冷却 》の工程を行う必要があります。加熱時間(温度)は、フィルムによって変わりますが、冷却時間は加熱時間の3倍程度必要となります。
※加熱時間が0.5秒の場合、冷却時間は約1.5秒必要ということになります。
加熱時間はツマミで設定しますが、冷却時間は作業者の判断になります。シールバーでフィルムを挟み加熱ランプが点灯・消灯しても、すぐにシールバーを離してしまうと、フィルムの冷却が行われずシール面が濁ったりシワが付いたりしてしまいます。
綺麗に溶着させるためには、加熱ランプが消えてから加熱時間の3倍程度を目安に、シールバーをそのまま保持してください。これにより、透明感が高くシワの無いしっかりとした溶着ができます。
フィルムの溶断に注意!
時間を長く置きすぎたり加熱温度が高すぎたりヒーター線が細すぎると、溶着ではなく《 溶断(溶けて切れてしまうこと) 》になってしまう事があります。
特に、ドリップフィルターや水出しコーヒー用空袋などの不織布は、薄くて熱に弱いので、調節を行わないと溶けてしまうことがあります。
袋の材質や気候などに合わせ、加熱温度・加熱時間・加圧力をその都度調整してお使いください。
ショッピングガイドGuide
コーヒーの参考内容量について
袋の詳細にある内容量はコーヒーの容量(グラム)を表しています。コーヒーは煎り具合や挽き方によって体積がおおきく変わります。
したがって、必ず記載通りの容量を封入できるわけではございません。
あくまでも目安としてご参考にしていただき、実際に入るかどうかはサンプルをご試用の上、ご判断ください。
ご注文方法について
- ネットショップ : ショッピングカート
- FAX:06-6921-8090 FAX用紙ダウンロード
- メール:info@niconos.co.jp
お電話でのご注文は間違いを防ぐためお受けしていません。
また、ショールームやショップは設けておりません。インターネット販売のみとなります。
配送・送料について
出荷日:平日(土日祝日を除く弊社営業日)
最短出荷:翌営業日(土日祝日及び弊社指定休業日は発送していません)
商品総額3万円以上(税抜)で送料無料。
★ホームページのお買い物カートからご注文限定★
1万円以上(税抜)で送料無料!
| 送料 | |||||
|---|---|---|---|---|---|
| 北海道 | 東北 | 北陸 | 関東 | 信越 | 近畿 |
| 1,000円 | 900円 | 700円 | 700円 | 700円 | 600円 |
| 中部 | 四国 | 中国 | 九州 | 沖縄 | |
| 600円 | 700円 | 600円 | 800円 | 1,000円 | |
返品・交換について
お客様都合による返品・交換はお断りしております。
弊社からの商品に、汚損、破損、商品間違いなどがあった場合は速やかに交換させて頂きます。
ご一報いただいたうえ、7日以内に弊社まで商品をご返送ください。
お支払いについて
NP掛け払い(請求書払い)
月末締め・翌月末払いで銀行振込もしくはコンビニ決済が可能です。
※銀行へのお振込手数料はご負担ください。

クレジットカード
下記のマークの入ったカードはご利用可能です。

銀行振込
お振込確認後に発送いたします。 ※振込手数料はご負担ください
代金引き換え
手数料:300円(税抜)
領収書について
領収書は出荷完了後のメールもしくはマイページよりダウンロードいただけます。
紙面での発行はしていません。
サンプル請求について
使用感・素材のご確認、サイズ違いを防ぐ為、ご使用前にサンプル請求をお勧めしています。
商品代金 + 配送料 + 消費税 がかかります。
サンプルのご請求が初めてのお客様で、規定枚数以内の場合は無料でお届け致します(一部商品は有料)。
お問い合わせ
運営:ニコノス株式会社WEB事業部 お問い合わせフォーム
Mail:info@niconos.co.jp